Benefits of flash lighting for industrial applications
If we directly compare switch operation with flash mode, we can identify the following key differences:
-
Pulse delay
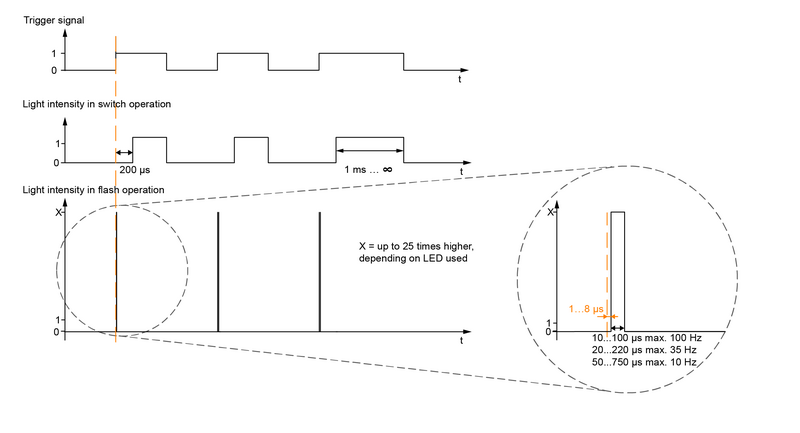
In switch operation, the system’s switch-on delay is about 5 ms. In contrast, flash lighting responds extremely quickly to the trigger signal and can provide its full level of brightness after just 3 to 5 µs. -
Light intensity
In the very short time it is activated, flash lighting supplies a luminous intensity as much as 25 times higher than that from continuous and pulsed lighting.
-
Duty cycle
While flash lighting is switched on for a preconfigured period ranging from 10 to 750 µs, the duty cycle of a pulsed lighting system depends on the length of the trigger signal. The pulse lighting system stays activated while the trigger signal is present.
As a result of the properties described, the use of flash lighting offers a number of key advantages when deployed in industrial processes. The time and cost savings achieved by using in-process inspections are particularly significant: in food and beverage production in particular, ultra high-speed processes with between 30 and even 100 product tests/second are by no means unusual. These processes simply cannot be stopped to perform QA work.
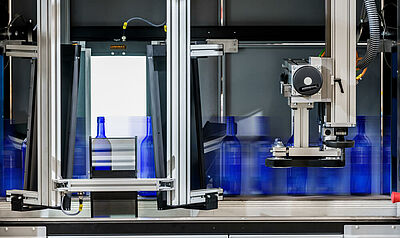
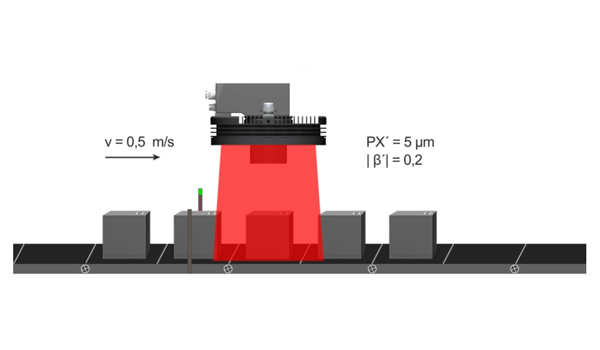
One example: During the inspection of glass products a fully automatic alignment system positions up to 500 glass containers perfectly every minute. Quality control and transportation are two stages in one smooth, continuous process. Because of this rapid motion, a pulse or static (continuous) lighting system would simply be unable to acquire a sharp image. The exposure time would be so long that the bottle would move an appreciable distance during the image recording, generating motion blur in the camera image. By using a strobe lighting system, a shorter exposure time can be used to capture an image at the same level of brightness. The bottle moves a much shorter distance in just 100 µs. In the camera image, the bottle therefore seems motionless and analysing the image for the required features is easily possible. If a continuous or pulse lighting system were used for such rapid processes, the bottle would have to be stopped to acquire the image. This kind of stop/start production line increases both handling work and wear, however, while capping production capacity and therefore nullifying the system’s cost-effectiveness.

In pharmaceuticals, inspections are no longer used merely for quality assurance and improvement. Here, Machine Vision is increasingly used as a safeguard against product piracy. For example, in low- and middle-income countries, an estimated 1 in 10 medical products is substandard or counterfeit.* To ensure these products cannot end up on the market in the first place, traceability legislation has now been tightened. Coding is now required not merely for the primary packaging and overpack used for drug products. In addition, codes must now also be placed on secondary and tertiary packaging. This extra check is naturally an inconvenience for the well-oiled, functional and – most importantly – fast packaging processes already in use. To keep delays here to the absolute minimum, products are inspected on the conveyor belt. Without strobe lighting to minimise potential motion blur, this would be impossible without reducing process throughput time.
In terms of cost-effectiveness, strobe lighting also scores points by offering a longer service life than continuous lighting systems. The clock frequency, duty cycle and intensity all have a major influence on the operating temperature of the lighting system.

In many such buildings, analysis is made difficult by large windows, overhead lighting and vehicles with rotating hazard or marking lights. The kinds of metallic, reflective and glossy objects frequently used in the automotive sector are particularly adept at reflecting most of this ambient light into the camera. These unstable lighting conditions are a problem for image analysis.
The irradiance of a strobe lighting system is orders of magnitude brighter than the intensity of ambient lighting. As a result, image analysis is affected neither by interference from factory lighting nor from sunlight streaming through a window.
Quality assurance inspections by a Machine Vision system are required not only on fully-automated production lines, however, but also in manual working environments. Inspection work should also be as straightforward as possible for workers. As the human eye cannot respond fast enough, the strobe light is perceived only as a weak ‘spark’ of light. This light is also significantly easier on the eye than continuous and pulsed lighting systems. The extreme reduction to these dazzling effects is therefore a major advantage for the cooperation between human workers and camera systems.
* Source: https://www.who.int/news-room/fact-sheets/detail/substandard-and-falsified-medical-products